
Horizontalfräse – Praxistest
Heute fielen die ersten horizontalen Teile aus der Fräse, zunächst habe ich auf Reststücken geübt. Die Genauigkeit war bald ok,
Weiterlesengggg

Heute fielen die ersten horizontalen Teile aus der Fräse, zunächst habe ich auf Reststücken geübt. Die Genauigkeit war bald ok,
Weiterlesen
Ich habe derzeit eine Woche Herbsturlaub mit Schlechtwettergarantie. Die buche ich immer dann, wenn Werkstattzeit angesagt ist und meine Regierung
Weiterlesen
Zwischendurch von der Henriette gepurzelt, ohne CNC wohl kaum herzustellen. Material Alu AW5083, 5mm dick, ca. 300x200mm.
Weiterlesen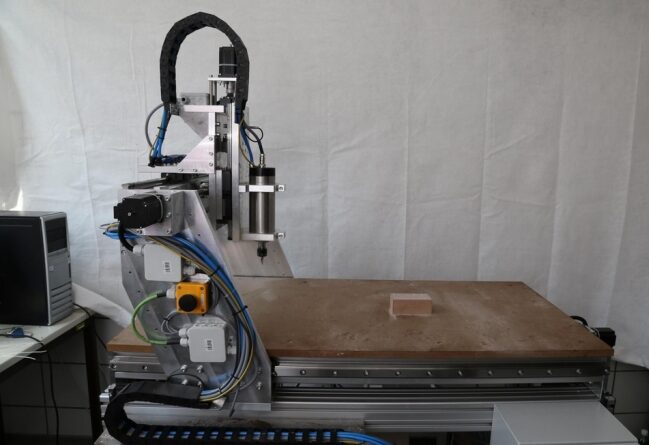
Vor schon längerer Zeit hatte ich unerwartet ein Mail von Schülern der höheren technischen Lehranstalt aus Steyr in OÖ erhalten.
Weiterlesen
Meine neue Mikroskopkamera der Firma Andonstar zum Werkstückvermessen liegt schon einige Zeit unbenutzt herum, deswegen wurde es Zeit, eine Halterung
Weiterlesen
Weil mir heute nach dem Installieren des Fräsen-PCs Zeit blieb, entstand das „Ding“ zum Kantenantasten auf X und Y. Erfunden
Weiterlesen
Was das Fräsen von Löchern auf den Stirnseiten von Platten aller Art betrifft, sind wir auf unseren Portalfräsen zwar vielen
Weiterlesen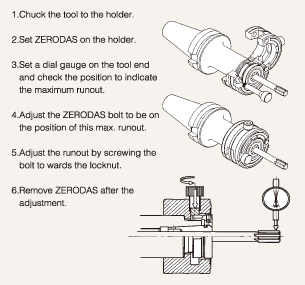
Nein, ich habe nicht japanisch gelernt. Yukiwa ist eine japanische Firma, die ich zufällig gefunden habe. Ich vermute, es war
Weiterlesen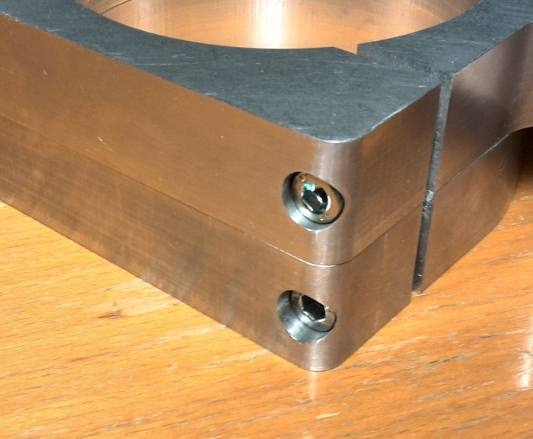
Auf den beiden Teilen der Momus-CNC fehlten noch das Loch für die Spannschraube und das Gewinde M5 am Ende. Damit
Weiterlesen
Mein damaliges Einhausungs-Provisorium aus Verpackungsmaterial hatte lange Zeit brav gedient und die gröbsten Späne von mir und der Umgebung ferngehalten,
Weiterlesen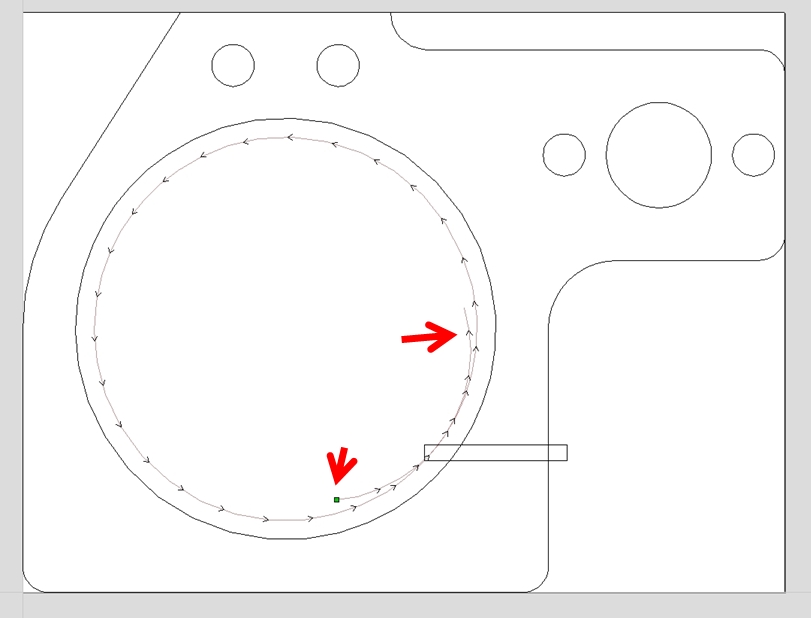
Zum letzten Artikel kamen einige Feedback-Mails, z.B. Fragen zu den Fräsparametern und wie man so glatte Oberflächen hinbekommt (vorausgesetzt, die
Weiterlesen
Hallo alle Miteinander! Die große Hitze hat mich ja in den letzten Tagen den Keller getrieben und dort sind nicht
Weiterlesen
Wie Ihr wisst, bin ich ja ein alter Preisfuchs. Qualität kaufe ich zwar lieber gebraucht, aber dafür ausschließlich Profiware, Dinge
Weiterlesen
Good News! Die neue Version hat eine optisch professionell gestaltete Oberfläche und durch Verwendung zahlreicher Artsoft-Originalgrafiken sehr viel schneller
Weiterlesen
Heute möchte ich Euch von Walter berichten. Walter ist ja der Admin unseres Forums „Bastelstube“ und hat dort für uns
Weiterlesen
Unweit meines Hauses ist das Freigelänge der Modellbaugruppe20 daheim. Heute und morgen sind dort die Modellsporttage fürs Publikum, mit Speisen,
Weiterlesen
Bei mir herrscht noch immer Reparatur- und Adaptierungszeit. Allerlei Kleinteile beschliessen nach etwa 3 Werkstattjahren, den Geist aufzugeben, so auch
Weiterlesen
Ihr kennt das sicher: Monatelang ist alles Bestens, aber dann wird so ziemlich alles auf einmal kaputt: Vor 2 Wochen
WeiterlesenDer Anbieter aus Frankreich war echt ein zäher Typ, aber nach mehreren Ankündigungen meinerseits, den Betrag via Paypal zu regeln,
Weiterlesen
Nach Tiefs gibt es Hochs – und die gleich ordentlich :-). Weil ich meine Zeit nicht nur mit testen von
Weiterlesen
Kurze Info an Euch: Die Karte ist heute zur Post nach Frankreich gegangen. Ich sehe das auch so, wie zuletzt
Weiterlesen
Liebe Leser! Wie man unschwer erkennen kann, „ich bin zurück vom Berg. Nur soviel ist zu sagen: „Herrliches Bier, grausliches
Weiterlesen
Die paar Tage am Hochkar (1.500m Seehöhe) haben meinen Denkapparat wieder klarer gemacht, ich habe ausgiebige weitere Tests absolviert und
Weiterlesen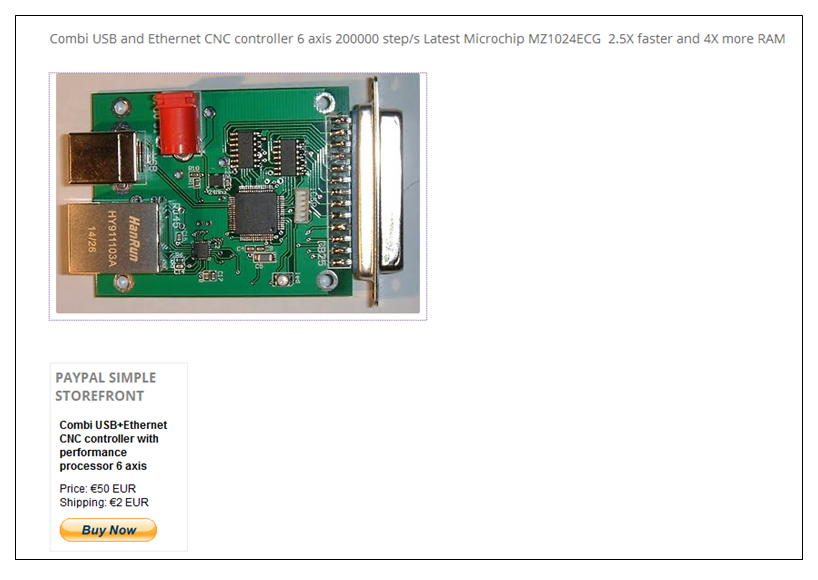
So, meine erste Begeisterung ist ziemlich gewichen, Frust macht sich bei mir breit. Ich habe nun etwa 30 Stunden damit
WeiterlesenLiebe LeserInnen! Heute habe ich gute Nachricht bekommen: Mein Combi USB + Ethernet controller von usbresource hat Frankreich in Richtung
Weiterlesen
honestdentalshop – Ein Händler, der die 2.2kW Frässpindeln direkt aus Deutschland verschickt. Bisher erhielt ich von Bloglesern gemischte Berichte über
Weiterlesen
Heute politisiere ich, weil es mich drückt. Obwohl ich sonst meinen Blog weitgehend von weltanschaulichen Themen frei halte. Griechenland steht
Weiterlesen
Manfred Schmidt hat soeben via Mail mitgeteilt, daß er seinen neuen Online-Shop eröffnet hat. Weiters schreibt der: „Ich bin von
Weiterlesen
Fräsen mit dem Parallelport Viele von uns, auch ich, fräsen ja nach wie vor – recht erfolgreich – mit Steuerungen,
Weiterlesen
Heute habe ich etwas Neues für Euch – aus Messing cnc-gefräst, nur eine Kleinigkeit. Aber selbst für diese Kleinigkeit brauchte
Weiterlesen
Letzte Woche habe ich mich wieder mal über den Planschlitten meiner Bernardo geärgert. Wie vom ersten Tag an war es
Weiterlesen
Liebe Blogleser! Das Jahr neigt sich dem Ende zu, manche Ideen konnten nicht umgesetzt werden, bei Euch nicht und bei
Weiterlesen
Building the Shay (Englisch) Gebundene Ausgabe von Kozo Hiraoka – in englischer Sprache Wohl mein liebstes Buch über Echtdampflokomotiven ist
Weiterlesen
A Passion for Steam – Small Scale Steam Locomotives and How They Work Marc Horowitz, 2008 vergriffen – Restexamplare bei
Weiterlesen
CNC-Fräsen im Modellbau: Band 3 – Von der Idee zum fertigen Werkstück erschienen am 15. Oktober 2007 von Christoph Selig
Weiterlesen
Modelldampfkessel: Für den Selbstbau geeignete Konstruktionen erschienen am 2. April 2009 von Dieter Miedek Die offizielle Produktbeschreibung lautet: Kessel und
Weiterlesen
„Hartlöten: Kein Buch mit sieben Siegeln“ erstmals erschienen am 29. Mai 2012 von Dieter Miedek Die offizielle Buchbeschreibung lautet: Hartlöten
Weiterlesen
Modell-Dampf-Lok – Bau und Betrieb ein Taschenbuch, erschienen im Alba-Verlag von Herbert Salzburg, 1989 Ganz am Anfang meines Interesses
Weiterlesen
Building Small Steam Locomotives: A Practical Guide to Making Engines for Garden Gauges Die offizielle Buchbeschreibung lautet: „If you have
Weiterlesen
Nachdem ich inzwischen eine größere Büchersammlung fürs Hobby habe, möchte ich die freien Urlaubstage ein wenig dazu nützen, meine Bücher
Weiterlesen