
Isopropanol in der Werkstatt
Heute ein kleiner Hinweis zu Isopropanol („IPA“). Isopropanol ist eigentlich ein Handelsname und besteht aus ungefähr 99%igem 2-Propanol, einem einwertigen
WeiterlesenHeute ein kleiner Hinweis zu Isopropanol („IPA“). Isopropanol ist eigentlich ein Handelsname und besteht aus ungefähr 99%igem 2-Propanol, einem einwertigen
Weiterlesen
In der Bastelstube hat ein Kollege mitgeteilt, dass er in den BK12-Festlagerschalen seines Einkaufes Rillenkugellager 6001 vorfand. Das hat mich
Weiterlesen
Was das Fräsen von Löchern auf den Stirnseiten von Platten aller Art betrifft, sind wir auf unseren Portalfräsen zwar vielen
Weiterlesen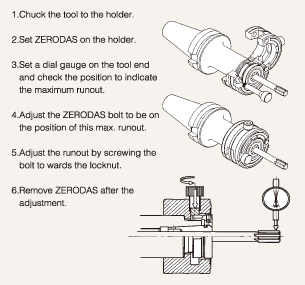
Nein, ich habe nicht japanisch gelernt. Yukiwa ist eine japanische Firma, die ich zufällig gefunden habe. Ich vermute, es war
Weiterlesen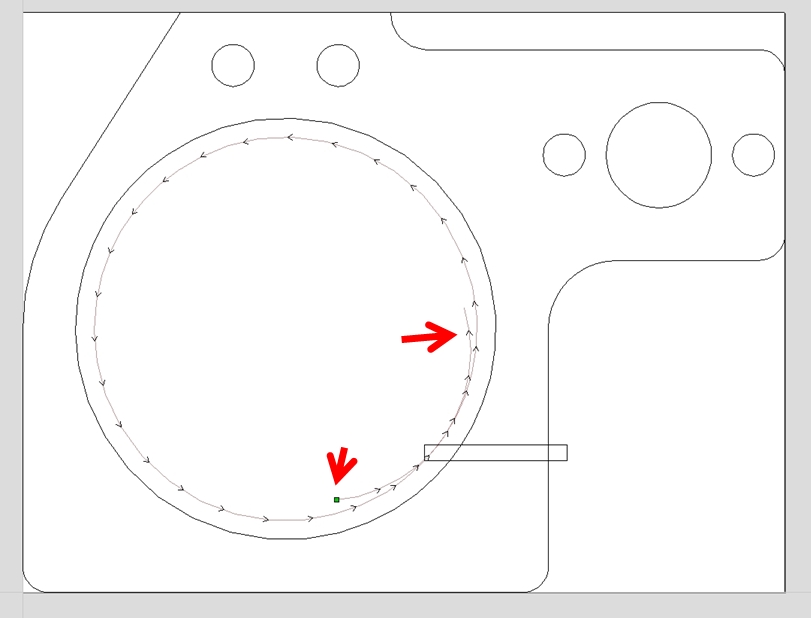
Zum letzten Artikel kamen einige Feedback-Mails, z.B. Fragen zu den Fräsparametern und wie man so glatte Oberflächen hinbekommt (vorausgesetzt, die
Weiterlesen
Good News! Die neue Version hat eine optisch professionell gestaltete Oberfläche und durch Verwendung zahlreicher Artsoft-Originalgrafiken sehr viel schneller
Weiterlesen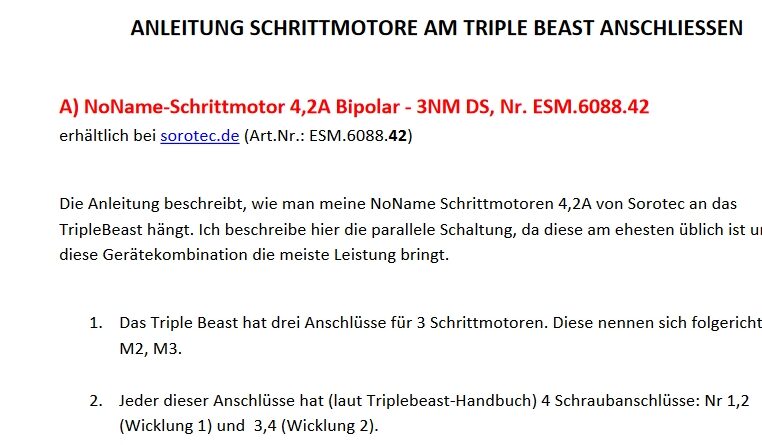
0SOROTEC.DE hat mehrere gute, aber für unsere Zwecke zwei besonders geeignete Stepper im Programm. Da das Triplebeast pro Stepper 4
Weiterlesen
Karl (wer ihn nicht kennen sollte, er ist in den diversen Forenunter seinem Usernamen KarlG bekannt , insbesondere durch seine
Weiterlesen
Ein Leser hat mich heute etwas gefragt, wo ich denke, dass es auch für andere Einsteiger interessant sein könnte. Was
Weiterlesen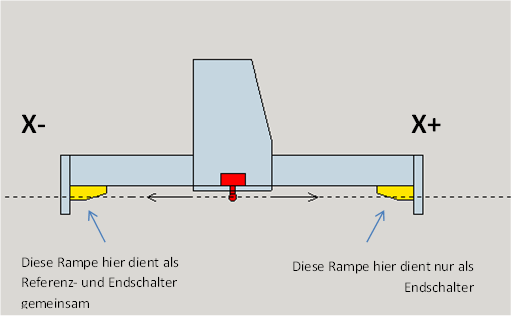
Immer wieder fragen Einsteiger im Fräsenbau bei mir an, wie man End- und Referenzschalter richtig anschließt. Nun, es gibt da
WeiterlesenIch möchte Euch heute einen Tipp zum Kamerakauf geben. Weil ich mit dem heimischen Angebot nicht sehr zufrieden war, habe
WeiterlesenLiebe Leser! Da ich mir meine Settings selten lange merke, hatte ich mir eine Anleitung geschrieben und auch anderen Bloglesern
WeiterlesenFür den Möbelbau eignet sich Sketchup ganz besonders. Es ist damit auch sehr leicht, Löcher, die durch zwei Bauteile gehen
WeiterlesenAngeregt durch einen Hilferuf eines Teilnehmers im Internetforum Bastelstube, möchte ich Euch heute erklären, dass Vorspannung nicht nur die freudige
WeiterlesenIch bin nun in kurzer Zeit mehrmals um Hilfe bei Schrittverlusten gebeten worden, weil einzelne Leser Probleme mit Schrittverlusten oder,
WeiterlesenDer typische ideal-PC für Mach3 ist ja ein alter Single-Core-Pentium mit etwa 3 Gigaherz und 1Gb RAM. Dachte ich. Mach3
WeiterlesenSCHMIDT-SCREEN – von Manfred Schmidt Eine beachtenswerte Erfolgsstory (www.machschmidt.de) Ja, auch ich liebe Mach3 von Artsoft – vor dem Kauf
WeiterlesenEin PC unter Windows XP muss richtig konfiguriert werden, damit er mit der Mach3 an der parallelen Schnittstelle problemlos läuft.
Weiterlesen