
Svens Bauplan „Schallschutzbox für Kompressor“
Moin Leute, Um Heini sein tolles Projekt (Kompressor Kapselung) zu unterstützen habe ich mir gedacht dass ich seinen Gedanken aufgreife
Weiterlesen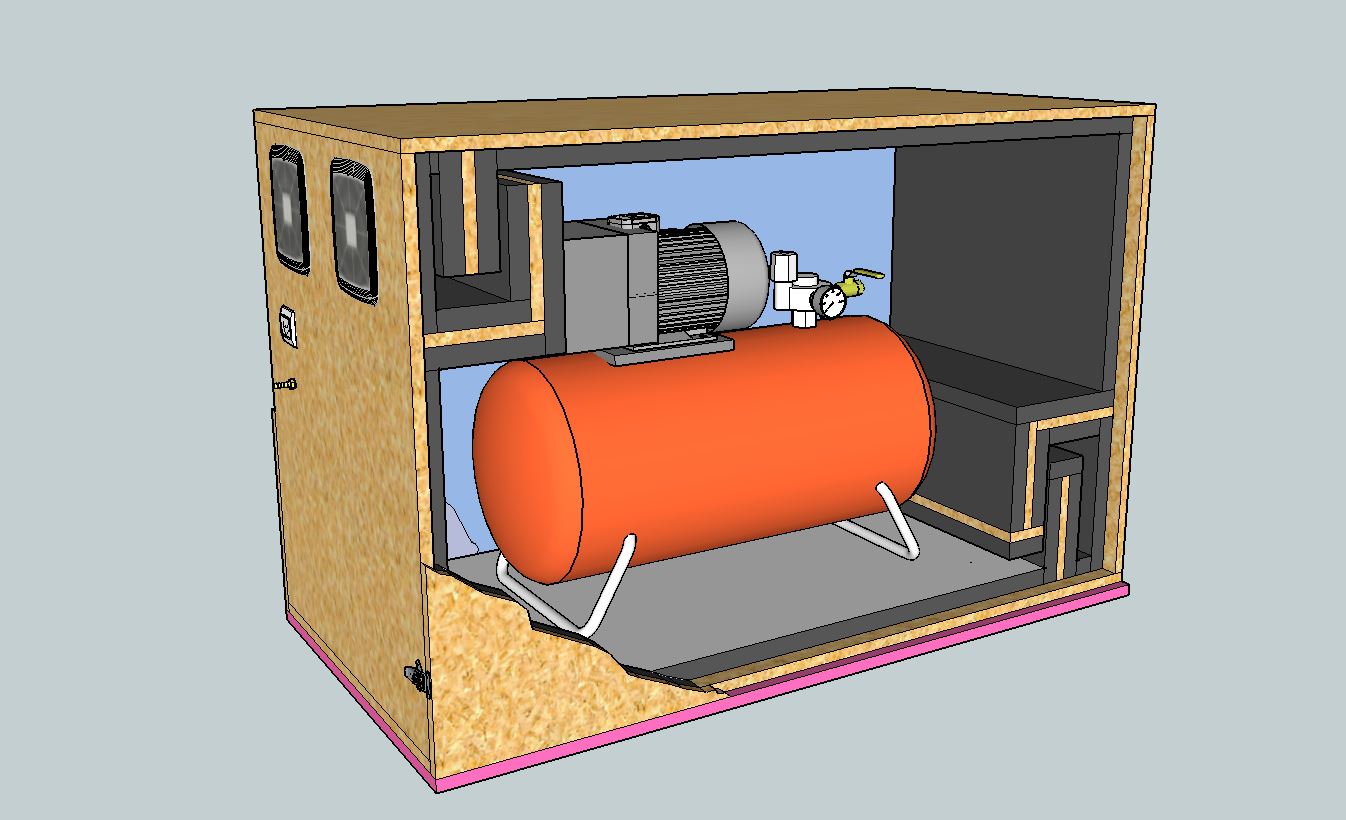
Moin Leute, Um Heini sein tolles Projekt (Kompressor Kapselung) zu unterstützen habe ich mir gedacht dass ich seinen Gedanken aufgreife
Weiterlesen
Ich habe derzeit eine Woche Herbsturlaub mit Schlechtwettergarantie. Die buche ich immer dann, wenn Werkstattzeit angesagt ist und meine Regierung
Weiterlesen
Ein Leser hat mich heute etwas gefragt, wo ich denke, dass es auch für andere Einsteiger interessant sein könnte. Was
Weiterlesen
Hallo Miteinander! Um meinem Ziel, eine Spur1-Echtdampflokomotive zu bauen, näher zu kommen, lerne ich seit Anfang 2014 sehr viel zu
Weiterlesen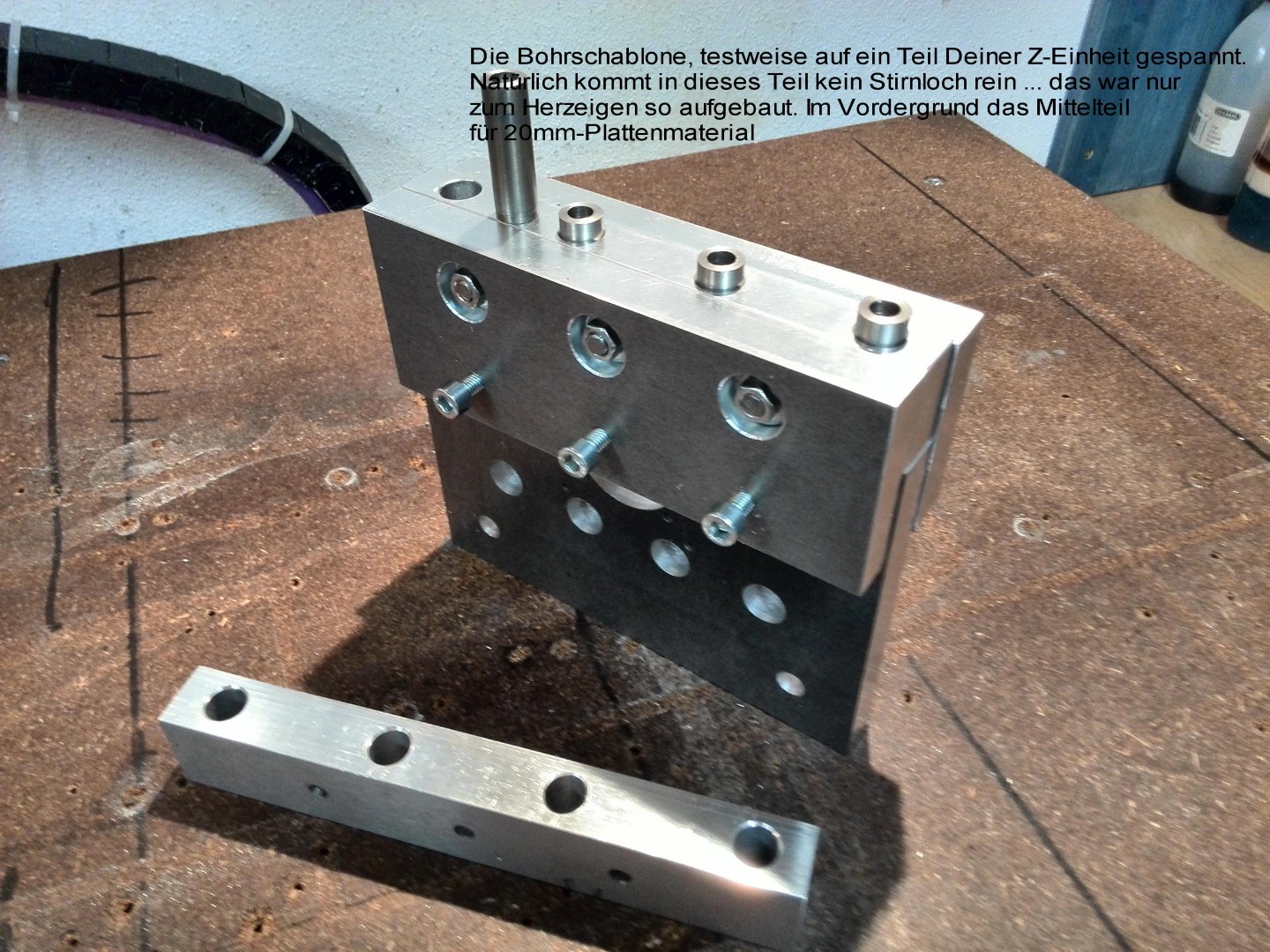
Für notwendige Bohrungen an den Stirnseiten der P2-Teile nahm ich die Gelegenheit zum Anlaß und baute mir eine „Baukasten“ –
WeiterlesenAls Folge vom 1. Dampfstammtisch 2014, der wie immer in Wien 20 stattfand. bin ich wie immer noch schwer beeindruckt.
WeiterlesenFür den Möbelbau eignet sich Sketchup ganz besonders. Es ist damit auch sehr leicht, Löcher, die durch zwei Bauteile gehen
WeiterlesenAuf Grund einer speziellen Anfrage eines befreundeten Forenkollegen aus der Zerspanungsbude beschloss ich, die Antwort öffentlich hier in meinem Blog
Weiterlesen