Horizontalspindelhalterung und Janco CauCau-Oberfräse
Ich habe derzeit eine Woche Herbsturlaub mit Schlechtwettergarantie. Die buche ich immer dann, wenn Werkstattzeit angesagt ist und meine Regierung zustimmt. Gestern und heute durfte ich also in den Keller und ich bastelte für meine Henriette den schon lange überfälligen Hozizontalhalter für die Oberfräse.
Weil ich ja immer mehr Geld ausgebe, als Hobbybudget habe, musste anstatt einer Kress eine billige Oberfräse aus chinesischer Produktion her. Bei Westfalia steht „Westfalia“ drauf, bei Janco CauCau steht irgendwas anderes auf der Schachtel, beide sind aber identisch und gar nicht einmal von schlechter Qualität. Einziger Unterschied: Bei der CauCau ist mehr Zubehör dabei. Die CauCau lässt sich übrigens manchmal als Schnäppchen um die € 30,00 ersteigern. Kaufen kann man die Sachen in einem Webshop – dieser Händler ist in Bratislava daheim, also fast zu Fuß für mich erreichbar, wer lieber auf Ebay nach ihm und nach einem Schnäppchen sucht, bitte, gerne, hier. Seine Waren dürfte überwiegend (oder sogar gänzlich?) Chinasachen sein.
Jedenfalls habe ich die Oberfräse zunächst vermessen. Sie hat 5/100mm Rundlauf-Ungenauigkeit, und das konsequent. Also nicht einmal 4/100 und ein andermal 6/100, nein, immer gleich, auch mit der anderen, beigelegten Spannzange eine mit 6mm und eine mit 8mm sind dabei). Somit sollte ich diese Ungenauigkeit ähnlich wie beim Konusschleifen der Chinafrässpindel rausbekommen. Ich möchte mir dazu noch eine Halterung für die fräsen, damit ich die Oberfräse am Obersupport bzw. Schnellwechselhalter meiner Drehe einspannen kann, aber, ich fürchte, das wird wohl viel Zeit in Anspruch nehmen und frühestens erst im Weihnachtsurlaub etwas werden. Diese Oberfräse ist übrigens höllisch laut, noch ein bisschen lauter als eine Kress. Ohne Kopfhörer geht da gar nichts. Ich möchte spontan sagen, daß ich von der wassergekühlten chinesischen Frässpindel sehr verwöhnt bin, die da mit etwa 60 dB ein bisschen herumdröhnt.
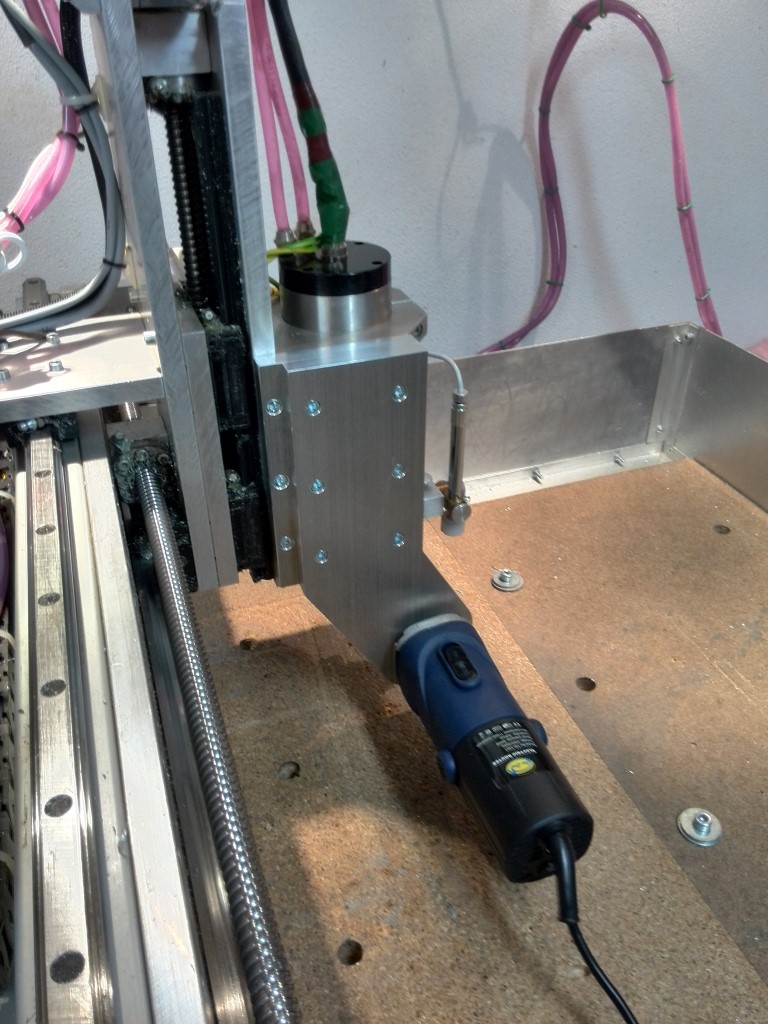
Doch nun zur Horizontalhalterung. Verwenden möchte ich das Teil zunächst, um in die Stirnseiten meiner diversen Aluprodukte (zB. Portalwangen, Portalplatten, oder untere Verbindungsplatten für Portalfräsmaschinen) präzise positioniert M5, M6 und M8 Gewindelöcher fräsen zu können – meine frühere Bohrschablone für Stirnseitenbohrungen war da einfach zu viel Aufwand und auch zu ungenau. Konkret liegen schon einige Fräsenteile herum und warten auf diese „Vollendung“. Später einmal ist diese Vorrichtung auch für den Möbelbau gedacht, die Henriette hat ja 640mm Verfahrweg in der Breite und wenn man das Halbzeug nachschiebt, mehrere Meter in der Länge. Somit gehen sich damit stirnseitige Dübellöcher, Ladeneinsätze und Kästchen damit aus – ich werde wohl mit der Henriette irgendwann auch noch eine ganze Küche fräsen?
Am meisten freue ich mich aber schon darauf, dass meine Henriette durch dieses Zubehör ein Stückchen mehr zur geplanten CNC-Drehe wird. Falls ich wieder einmal Werkstatturlaub habe, werde ich mir eine Drehspindel bauen, auf der ich mit ER25 und auch mit meinem 125er Backenfutter eine Art dauernd drehende vierte Achse baue. Gemeinsam mit meinem zweiten Frequenzumrichter, der momentan ohnehin nur herumliegt, und einem Drehstrommotor habe ich dann eine stufenlose CNC-Drehmaschine, die ich für Alu und Messing einsetzen möchte. Die Drehmeissel und Bohrer werden dazu auf der Z-Einheit montiert und gesteuert wird mit Mach3-Drehen.
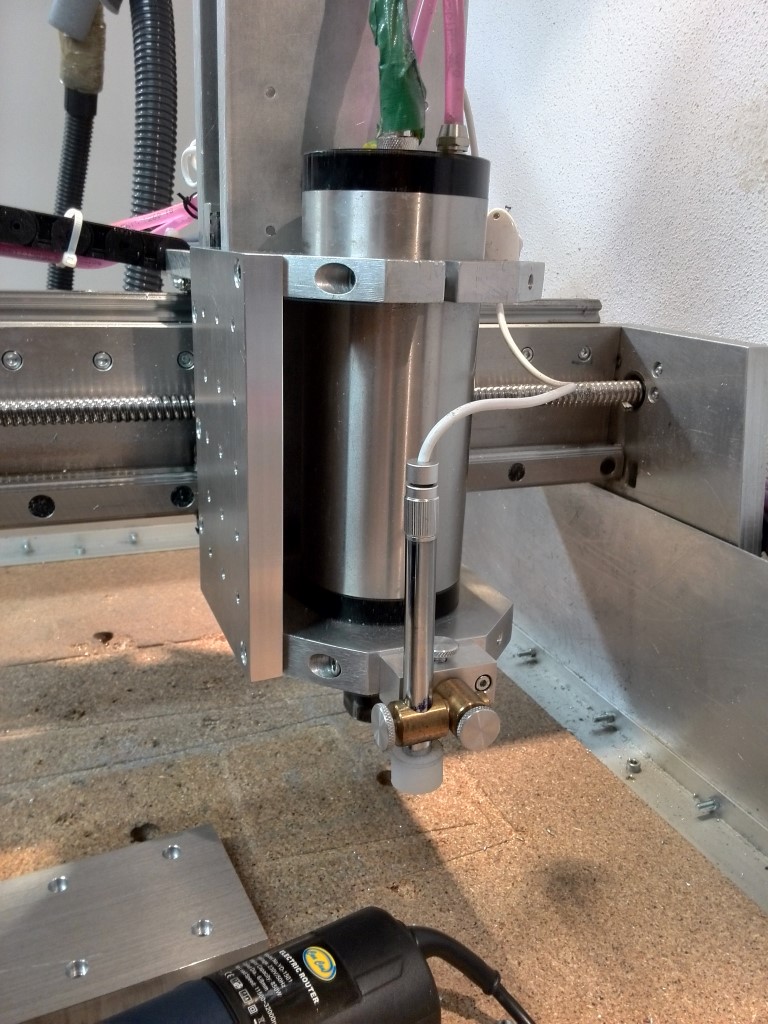
Deswegen habe ich jetzt schon die Horizontalhalterung nicht einfach nur auf die Z-Einheit montiert, sondern eine Universalhalteplatte gebaut, die mit einem 30x30mm Lochraster allerlei Werkzeug und Zubehör tragen kann, so auch die Drehmeissel, derzeit aber vor allem die Horizontalfrässpindelhalterung. Auch eine kleine, abnehmbare Stahlplatte möchte ich dort noch einsetzen – das deswegen, um das magnetische Messstativ rasch und unbürokratisch montieren zu können.
So, das waren meine Gedanken dazu, jetzt noch ein paar Bilder. Zuerst eine CAD-Ansicht: Ich zeichne seit einiger Zeit ja nicht mehr mit Sketchup, sondern nur mehr mit Solidworks. Damit ist man um den Faktor 5 schneller, und wenn man einmal nachträglich etwas korrigieren muss, merkt zusätzlich noch, wie hilfreich ein parametrisches Cad-System sein kann. Auch sieht man im 3D-Cad recht genau, ob man irgendwo dagegenfährt, hier zB., ob es sich ausgeht, den Fräsmotor an der Portalwange vorbei herauszubewegen (die Einhausung ist zu diesem Zweck abgenommen).
Hier die zentrale Halteplatte für das Montieren von diversem Werkzeug. Ein angenehmer Nebeneffekt ist, dass durch diese Platte die Z-Einheit noch steifer wurde.