
Dampflokbau – die Kuppelräder
Ich könnte viel mehr Beiträge schreiben, als ich derzeit schaffen kann und ersuche daher meine Leser um Geduld. Doch heute
Weiterlesengggg

Ich könnte viel mehr Beiträge schreiben, als ich derzeit schaffen kann und ersuche daher meine Leser um Geduld. Doch heute
Weiterlesen
In den nächsten Wochen werde ich meine Einkaufsliste aktualisieren. Bei mir daheim sammeln sich inwischen schon wieder um die 200
Weiterlesen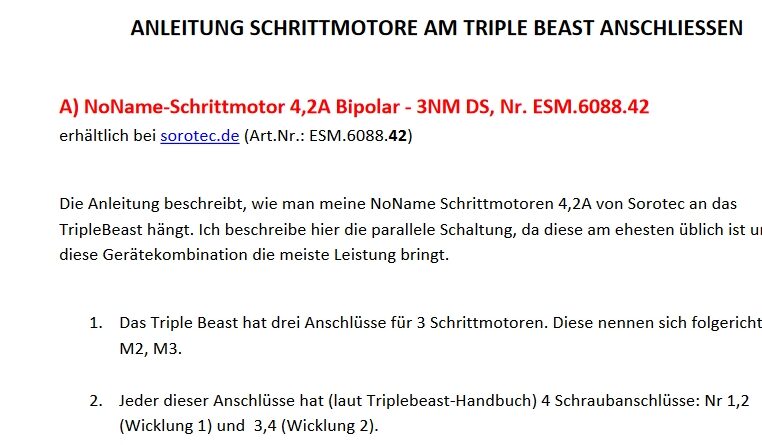
0SOROTEC.DE hat mehrere gute, aber für unsere Zwecke zwei besonders geeignete Stepper im Programm. Da das Triplebeast pro Stepper 4
Weiterlesen
Ich werde immer gerne gefragt, wie ich mit den chinesischen Kugelgewindespindeln von linearmotionbearings2008 zufrieden bin. Bedingt durch meine Powtran-Frequenzumrichterdaueraktion wurde
Weiterlesen
Karl (wer ihn nicht kennen sollte, er ist in den diversen Forenunter seinem Usernamen KarlG bekannt , insbesondere durch seine
Weiterlesen
Ein Leser hat mich heute etwas gefragt, wo ich denke, dass es auch für andere Einsteiger interessant sein könnte. Was
Weiterlesen
Hallo Miteinander! Um meinem Ziel, eine Spur1-Echtdampflokomotive zu bauen, näher zu kommen, lerne ich seit Anfang 2014 sehr viel zu
Weiterlesen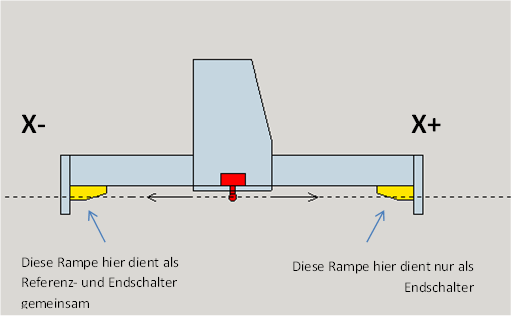
Immer wieder fragen Einsteiger im Fräsenbau bei mir an, wie man End- und Referenzschalter richtig anschließt. Nun, es gibt da
Weiterlesen
Die Sammelaktion für den vektorgeregelten Powtran 9100 Frequenzumrichter ist bisher grossartig gelaufen. Dadurch, dass jeder von Euch, der sich dafür
Weiterlesen
Manchmal habe ich Glück. Schon lange spekuliere ich mit der Anschaffung einer Metallbandsäge, weil mir das Sägen von Hand schon
Weiterlesen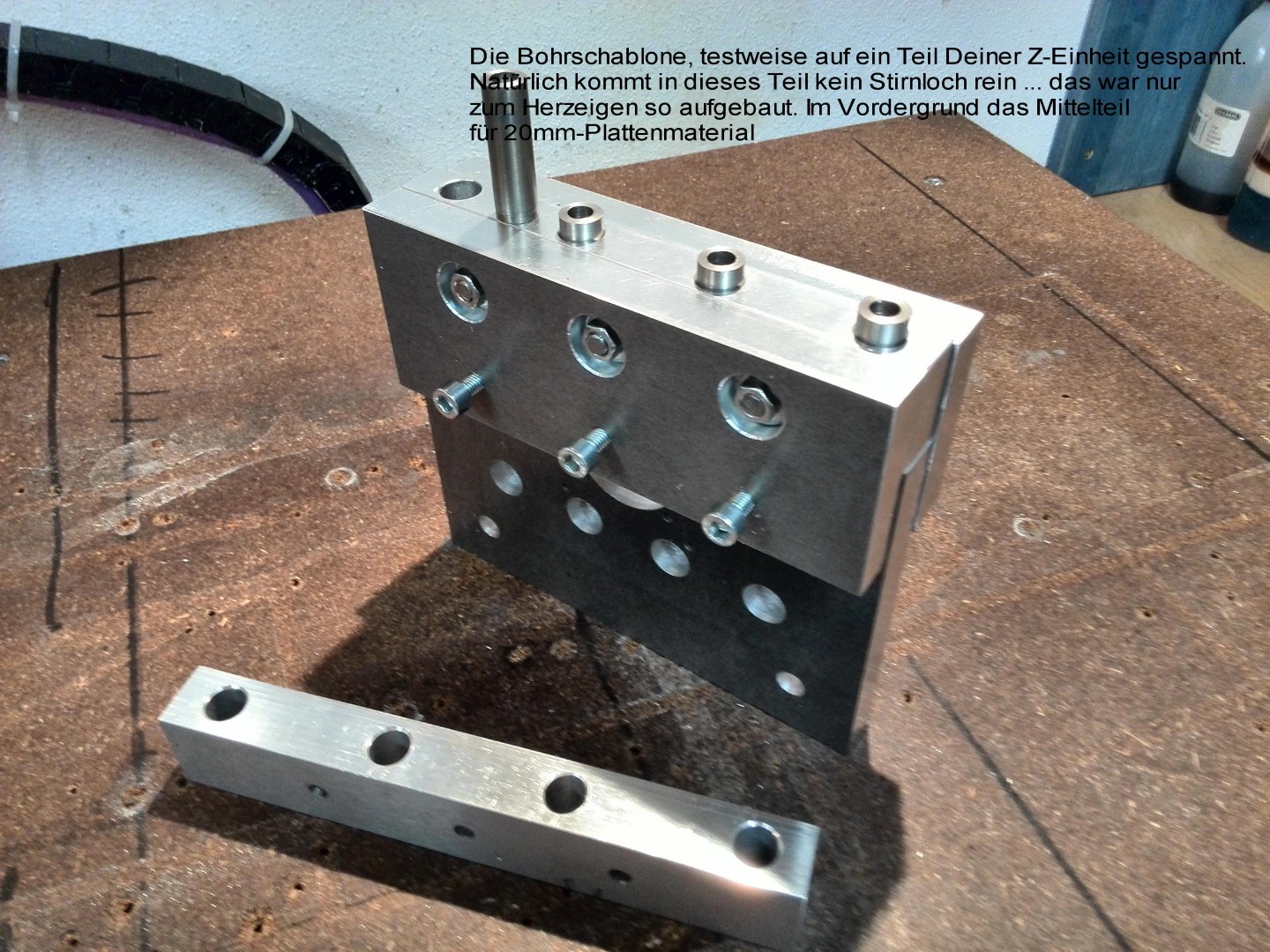
Für notwendige Bohrungen an den Stirnseiten der P2-Teile nahm ich die Gelegenheit zum Anlaß und baute mir eine „Baukasten“ –
WeiterlesenHallo Miteinander! Ich war wieder ein bisschen am Werken, wie Ihr ja wisst, für einen Forenkollegen aus der Schweiz, der
WeiterlesenHallo liebe Leser! So wenig ich hier an neuen Themen berichte, so aktiv geht es im Hintergrund weiter. Derzeit produziere
WeiterlesenIch bin momentan ganz hin- und weg. Bis vor kurzer Zeit waren für uns Fräser die beiden grössten Schwächen von
WeiterlesenIch möchte Euch heute einen Tipp zum Kamerakauf geben. Weil ich mit dem heimischen Angebot nicht sehr zufrieden war, habe
WeiterlesenHallo liebe Teilnehmer an der Frequenzumrichter-Aktion! Ich habe erfreuliche Nachrichten für Euch! Der Mitarbeiter von Powtran International, mit dem ich
WeiterlesenWie schon im Video 001 versprochen, geht es weiter. Mein lieber Blogleser Johann S. aus Feldbach (Stmk.) fragt mich: „Wie
WeiterlesenHeute hatte ich festgestellt, dass meine Werkstatt viele Materialreste herumliegen hat, aber im Gegensatz dazu die Ordnung fehlt. Um dem
WeiterlesenHallo liebe Leser! Euer Echo auf meine Beiträge zum neuen Frequenzumrichter Powtran 9100 war und ist noch immer umwerfend. Ich
WeiterlesenDiese Frage wurde mir von „Euch“ Selbstbauern schon oft gestellt und hat mich viele Emails dazu schreiben lassen. Inzwischen gibt
WeiterlesenAls Folge vom 1. Dampfstammtisch 2014, der wie immer in Wien 20 stattfand. bin ich wie immer noch schwer beeindruckt.
WeiterlesenDie Versionsnummer 1.02 ist verfügbar und im Register Downloads erhältlich. Was wurde geändert: Ich hatte einen Tippfehler bei der Displayanzeige,
WeiterlesenImmer, wenn ich neue interessante Einstellungen entdecke, verbessere ich mein Handbuch. In der v1.01 habe ich erklärt, wie man den
WeiterlesenLiebe Leser! Da ich mir meine Settings selten lange merke, hatte ich mir eine Anleitung geschrieben und auch anderen Bloglesern
WeiterlesenDen ohnehin schon sehr guten Powtran 8100 Frequenzumrichter, erhältlich bei z.B. Klinger und Born (siehe auch in meiner Einkaufsliste ganz
WeiterlesenLiebe Leser! Ich habe nun schon von mehreren meiner dankbaren Blogleser gute Links für Aluminiumprofile erhalten (siehe „Einkaufsliste“). Hinter allen
WeiterlesenDer Link auf meiner Homepage fürs günstige Einkaufen, also meine Einkaufsliste erfreut sich, gemessen an den Zugriffszahlen, grosser Beliebtheit. Heute
WeiterlesenFür den Möbelbau eignet sich Sketchup ganz besonders. Es ist damit auch sehr leicht, Löcher, die durch zwei Bauteile gehen
WeiterlesenIch wurde von einem Forenkollegen gefragt, wie laut meine chinesische Frässpindel ist (ich habe eine wassergekühlte 2.2Kw-Spindel von lovehappyshopping, gekauft
WeiterlesenLiebe Leser! Heute wende ich mich in eigener Sache an Euch. Ich habe mich mehr und mehr weiterentwickelt und inzwischen
WeiterlesenHallo liebe Blogleser! Obwohl es in meinem Blog derzeit selten Neues gibt, hat sich inzwischen viel getan. Es gab einige
WeiterlesenIch wünsche allen meinen Lesern ein frohes Weihnachtsfest und einen guten Rutsch ins Jahr 2014. Mögen viele Späne Euer Herz
WeiterlesenAngeregt durch eine Anfrage in einem Nachbarforum hatte ich eine Antwort verfasst, die viel länger wurde, als ursprünglich von mir
WeiterlesenHeute ist mein Glückstag! Seit einem Modellbau-Messebesuch in Sankt Pölten entwickelt sich zwischen mir und Josef langsam, aber gemütlich, eine
WeiterlesenDer PC für meine CNC-Fräse hat irgendwann einmal zu spinnen begonnen. Anfangs blieb er beim Booten ein- bis zweimal hängen,
WeiterlesenMich erreichen gelegentlich Anfragen, wo man denn diese Taster, kaufen könne, die ich auf meiner Drehmaschine eingebaut habe. Gemeint sind
WeiterlesenAuf Grund einer speziellen Anfrage eines befreundeten Forenkollegen aus der Zerspanungsbude beschloss ich, die Antwort öffentlich hier in meinem Blog
WeiterlesenVERKAUFT Ich verkaufe ein neues, unbenutztes, sehr massives Stechschwert 32/5mm von Garant, inklusive 2 neuer Wendeplatten HB7035 5,1mm, neutral Schwertlänge:
WeiterlesenV E R K A U F T ! Ich verkaufe 10 Stück neue Abstechplatten. Fixpreis ist € 23,00. Bei
WeiterlesenAchtung: Dieser Beitrag verweist inhaltlich mehrfach auch auf interessante Bauberichte in der Bastelstube. Dort musst Du Dich aber wegen hohem
Weiterlesen