
Baustelle, Trucks und Bagger in Spillern, neues Forum
Baustelle, Trucks, und Bagger in Spillern, das ist unser Hobby – wir nennen uns Rcbaustelle.at, Trucker und Baustellen Modellbau im
Weiterlesen
Baustelle, Trucks, und Bagger in Spillern, das ist unser Hobby – wir nennen uns Rcbaustelle.at, Trucker und Baustellen Modellbau im
Weiterlesen
Wenn Dir Dieser Blog gefällt, so freue ich mich über Deine Unterstützung. Dazu kannst Du hier auf den Weiter-Button klicken.
Weiterlesen
Liebe Blogleser! Ich veröffentliche hier ja hin- und wieder Artikel, wie man Werkstattsachen am günstigsten via Paketdienst, China, Schnäppchen etc.
Weiterlesen
Obwohl ich vor fast ca. einem halben Jahrhundert 9 Jahre in der Schule Englischunterricht hatte, wage ich nicht zu behaupten,
Weiterlesen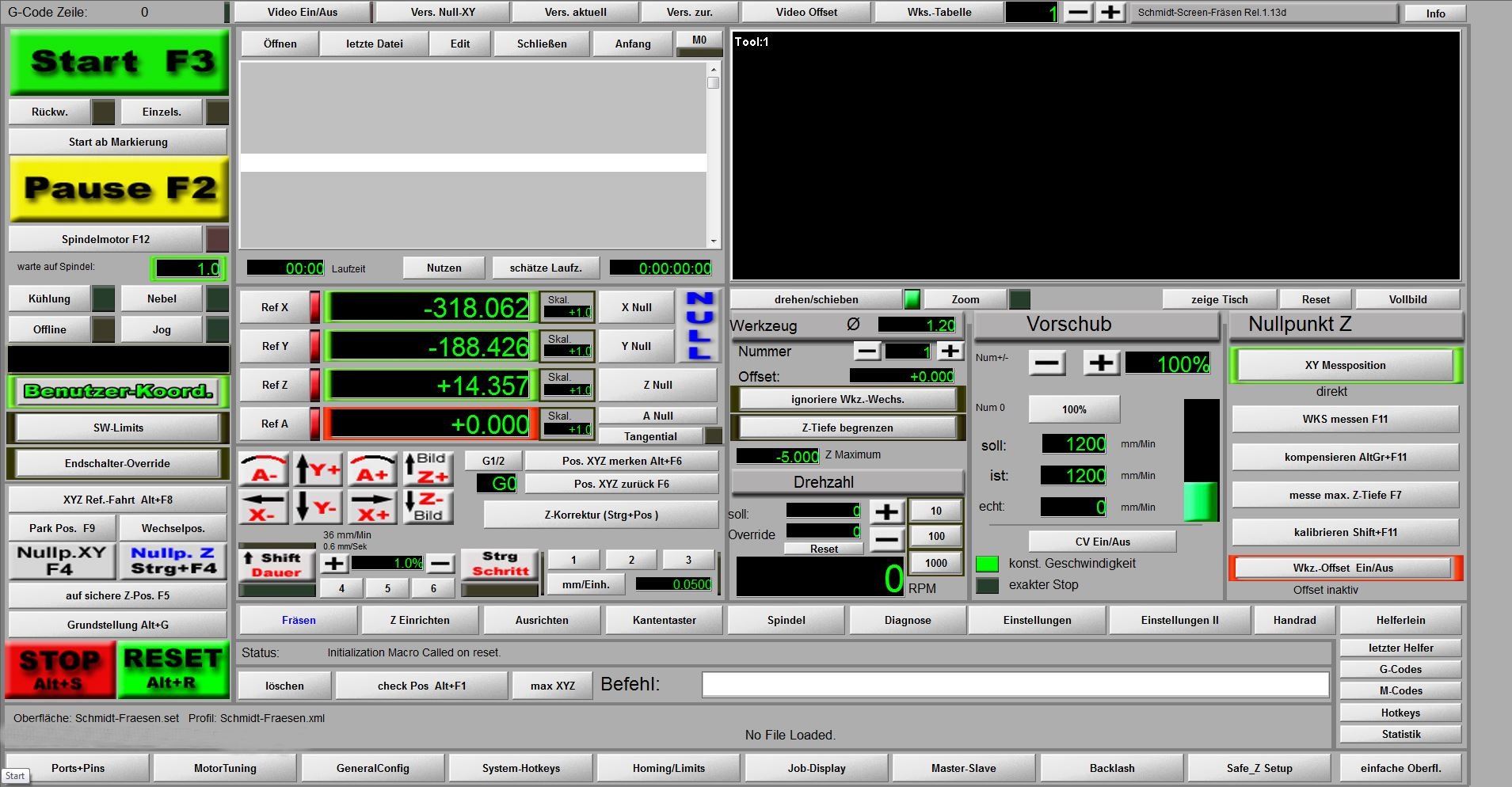
Meine Anfängerscreen für Mach-Schmidt Heute hat mich der Rappel gepackt und ich habe ein bisschen was an der Software vereinfacht.
Weiterlesen
Heute ein kleiner Hinweis zu Isopropanol („IPA“). Isopropanol ist eigentlich ein Handelsname und besteht aus ungefähr 99%igem 2-Propanol, einem einwertigen
Weiterlesen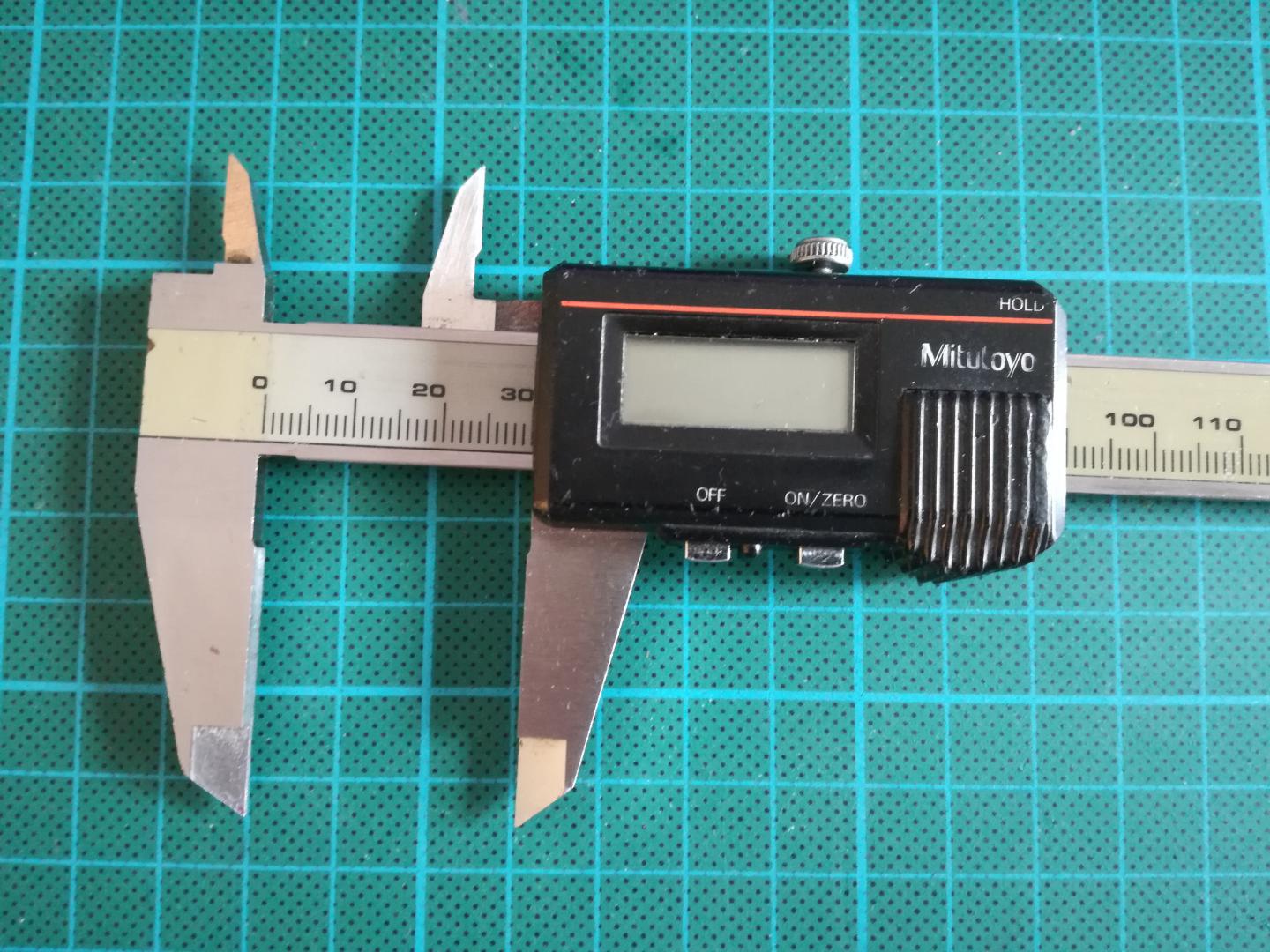
Ein Werkzeug, das wohl nirgendwo fehlen darf, ist ein guter Messschieber Heutzutage bleiben die früher sehr gängigen, analogen Geräte massenhaft
Weiterlesen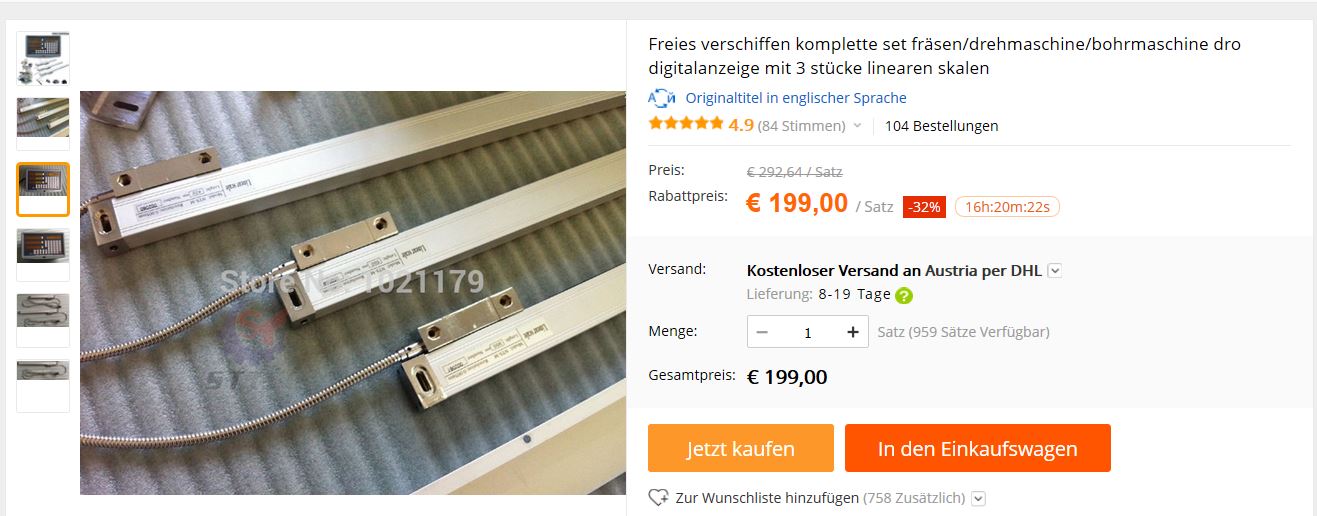
Das von mir damals gekaufte Messanzeige-System, bestehend aus Digitalanzeige und 3 Glasmessstäben zu je maximal 1000mm gibt es momentan und
Weiterlesen
Lieber Leser! Eine zugegeben ansprechende Diskussion im CNCWERK-Forum hat mich veranlasst, ein Statement abzugeben. Ich bin sicher, dass es Euch
Weiterlesen
Heute machte sich die berühmt berüchtigte Mafia-Außenstelle Wien-Umgebung auf sommerliche Beutetour. Die ehrenwerten Männer waren Josef K, hier besser bekannt
Weiterlesen
Diesen Notaus-Pilz gibt es wohl in der ganzen Welt, auf Aliexpress hier um ganze € 3,68, Gratisversand , der ist
Weiterlesen
Besuch auf der Modellbaumesse Wels 2017 Mein Bastelstubenkollege „Josef“ (für mich „der Klemi“), hat eine kleine, aber feine Fahrgemeinschaft organisiert
Weiterlesen
RÖHM BOHRFUTTER Vor einigen Tagen konnte ich nicht anders und ersteigerte supergünstig ein Röhm-Bohrfutter Supra 1-13mm. Leider hatte es einen
Weiterlesen
Unsere Ada (die Echte) hat mich angemailt, dass ihr neuer Shop nun online ist. Hier der Link, für alle, die
Weiterlesen
Heute hat eine weitere Abteilung vom Werk Henriette NÖ-Nordost eröffnet. Der schöne Endmaßkasten ist 86-teilig, von Carl Zeiss Jena, Genauigkeitsgrad
Weiterlesen
Markenware: 20 Stück HSS Kreissägeblätter auf Ebay für qualitätsbewusste Schnäppchenjäger Heute habe ich für alle Fräsen- und Drehmaschinenbesitzer einen
Weiterlesen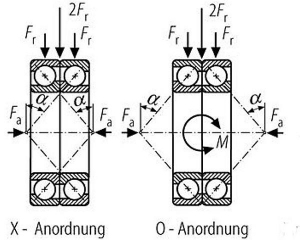
Liebe Leser! Eine Anfrage, die immer wieder kommt und augenscheinlich bei Einsteigern zu Verwirrung führt, ist jene, wie ein Festlager
Weiterlesen
Digitaler Winkelmesser. China lässt wieder einmal grüßen. Genaue Winkel werden wohl nur über die Sinusmethode mit Messuhren möglich sein, doch
Weiterlesen
Seit nun fast genau 6 Jahren beantworte ich als Zusatzservice zu meiner Homepage gratis Mailanfragen meiner Leser. In diesen Jahren
Weiterlesen
Emery cloth shims, Restl-Essen Bevor mich die Katerstimmung nach den Feiertagen noch umbringt, habe ich Frau und Kinder für ein
Weiterlesen
Mir ist beim Zusehen die Luft weggeblieben. Die Story, die Technik, das ganze drumherum, einfach atemberaubend.Ich sage jetzt mal nicht
Weiterlesen
Sorotec und Der IMechaniker – Ich schreibe mein heute „Gerade-Jetzt-Erlebnis“ mal einfach hier in den Blog rein, weil mir sonst
Weiterlesen
Weihnachtsgeschenke – wie jedes Jahr liegt ja bei besonders braven Bastlern das eine oder andere Werkzeug, oder gar eine kleine
Weiterlesen
„Last Minute für Mama zu Weihnachten“ Heute um 16:30 sind sie fertig geworden. Daddy hat vorgestern und heute noch gefräst,
Weiterlesen
Heinis Flycutter (Schlagzahnfräser). Am Wochenende wollte ich wieder einmal Späne sehen, denn meine Haut schaute im Laufe der Zeit schon
Weiterlesen
Sehr geehrte LeserInnen! Manfred Schmidt geht es derzeit nicht gut. Wir alle, die ihn kennen, machen sich große Sorgen, weil
Weiterlesen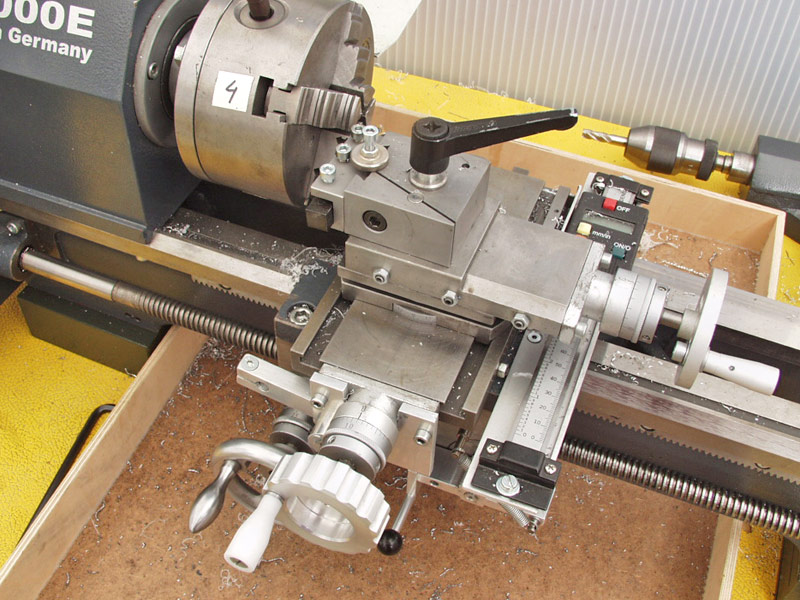
von Jörg Eiberger Drehteile herzustellen ist eine faszinierende Tätigkeit. Der Werkstoff kann selbst bestimmt werden und man kann Bauteile direkt
Weiterlesen
Es ist wohl Weihnachten in der Luft? Seltsame Männer in noch seltsameren Kleidern treffen sich, um Weihnachtsgeschenke zu bauen. Ob
Weiterlesen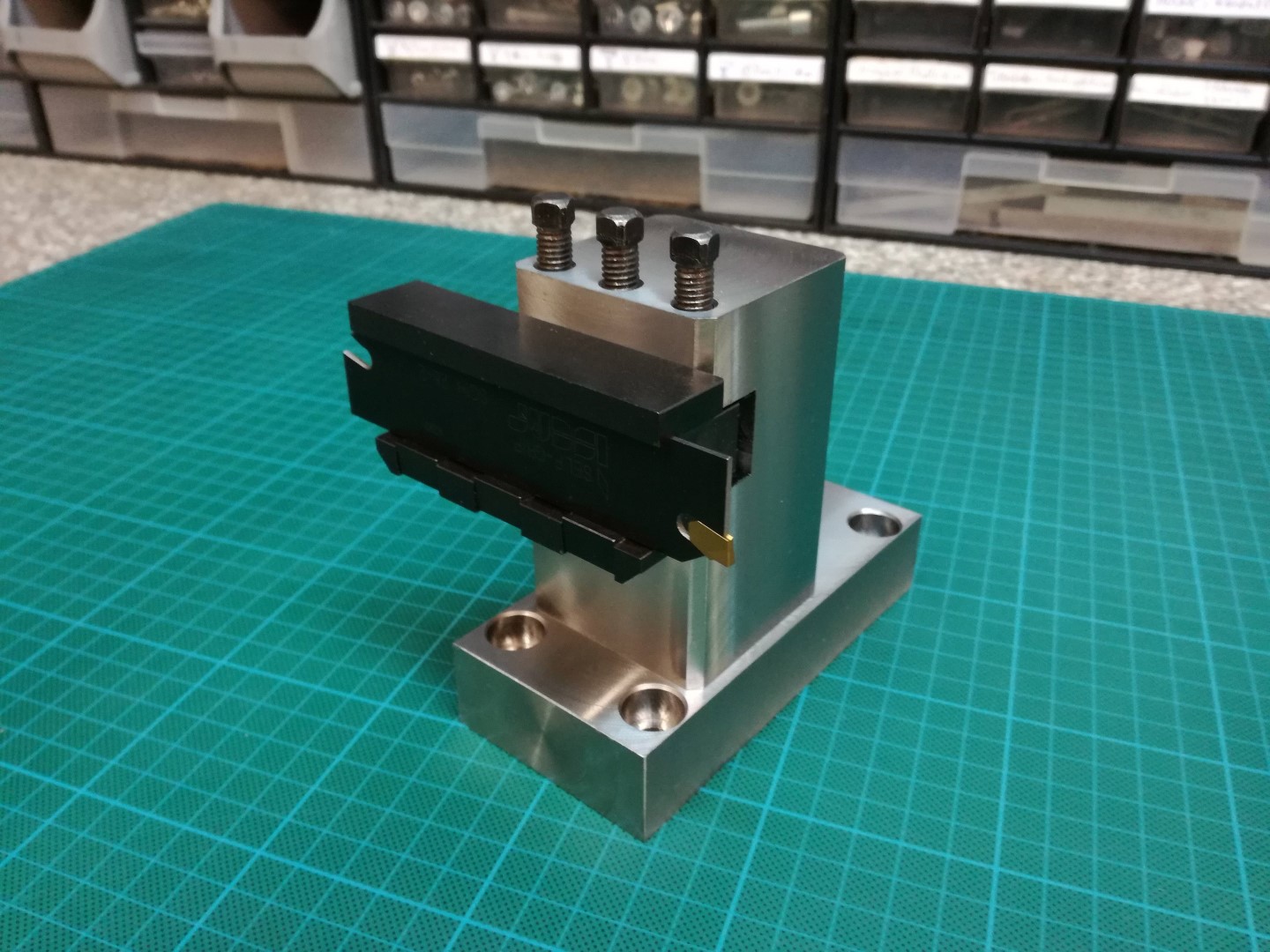
Rear Toolpost Holder – Ein zweiter Halter fürs Überkopfabstechen. Einfach, nie mehr umspannen müssen. Für kleine Maschinen mit besseren Ergebnissen.
Weiterlesen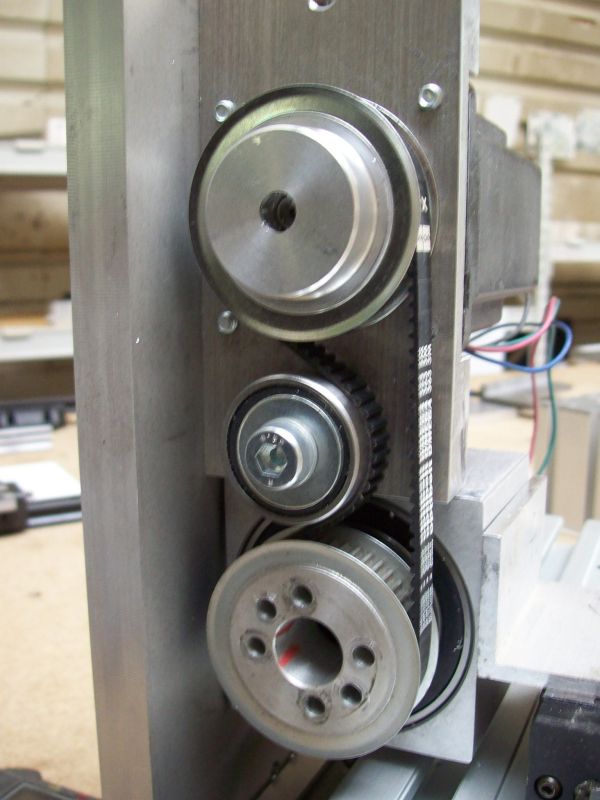
EMS-Möderl P1, die Wiedergeburt. Modellbauen mit CNC-Portalfräsen ist heutzutage „State of the Art“ und macht uns allen viel Freude. Jeder
Weiterlesen
China-Pampe. Wie ich schon vor 5 Tagen hier im Blog berichtet hatte, besitze ich ja neuestens eine Bernardo 305 Kombi-Blechbiege-
Weiterlesen
Schönes Werkzeug Nachdem ich vor schon einiger Zeit beschlossen hatte, dass mein Hobby auch etwas „mehr“ als das absolut Notwendige
Weiterlesen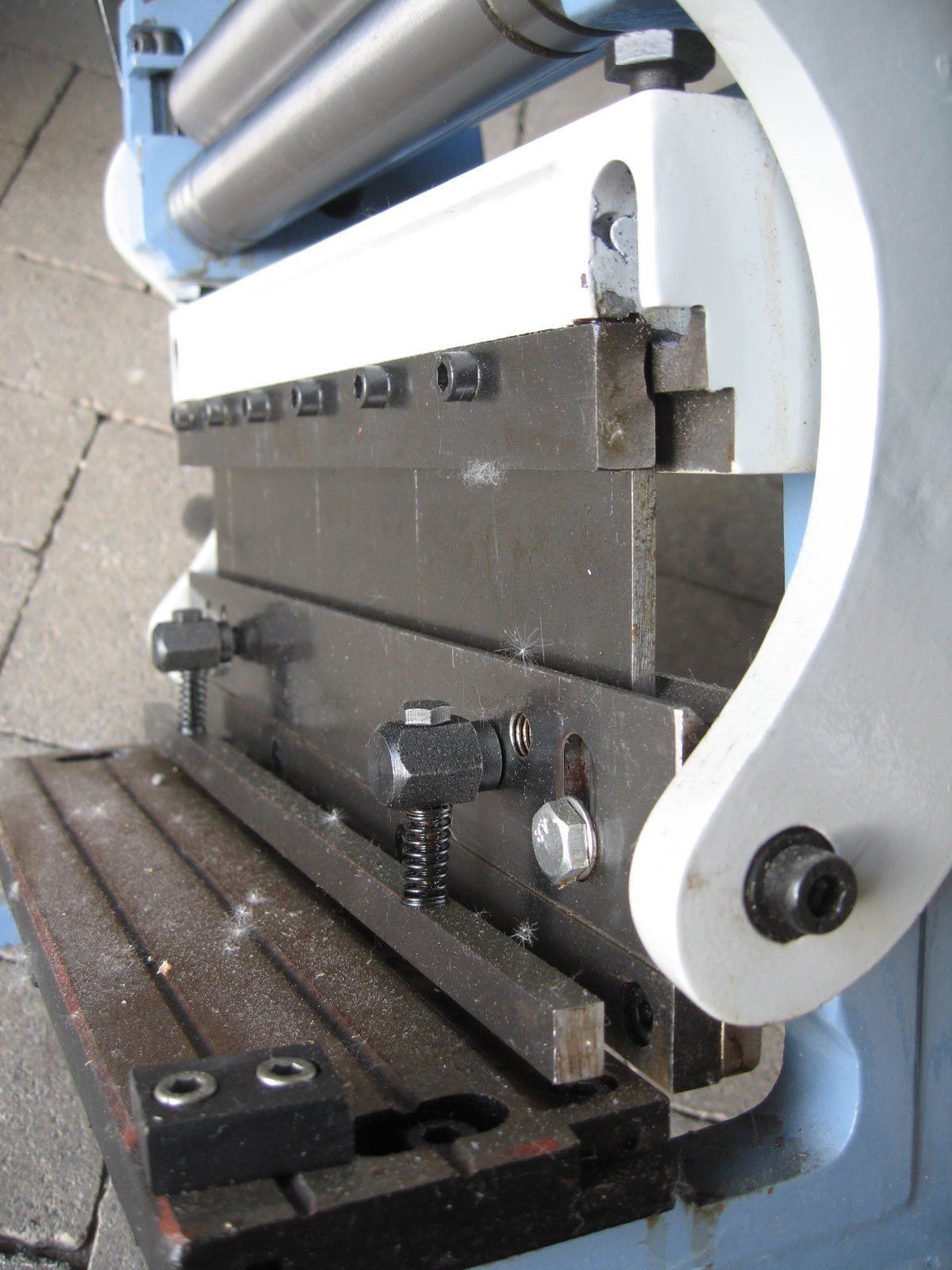
Biegen und Kanten, Forenleser werden es ja schon mitbekommen haben. Seit heute besitze ich eine Bernardo Kantbank. Damit kann man
Weiterlesen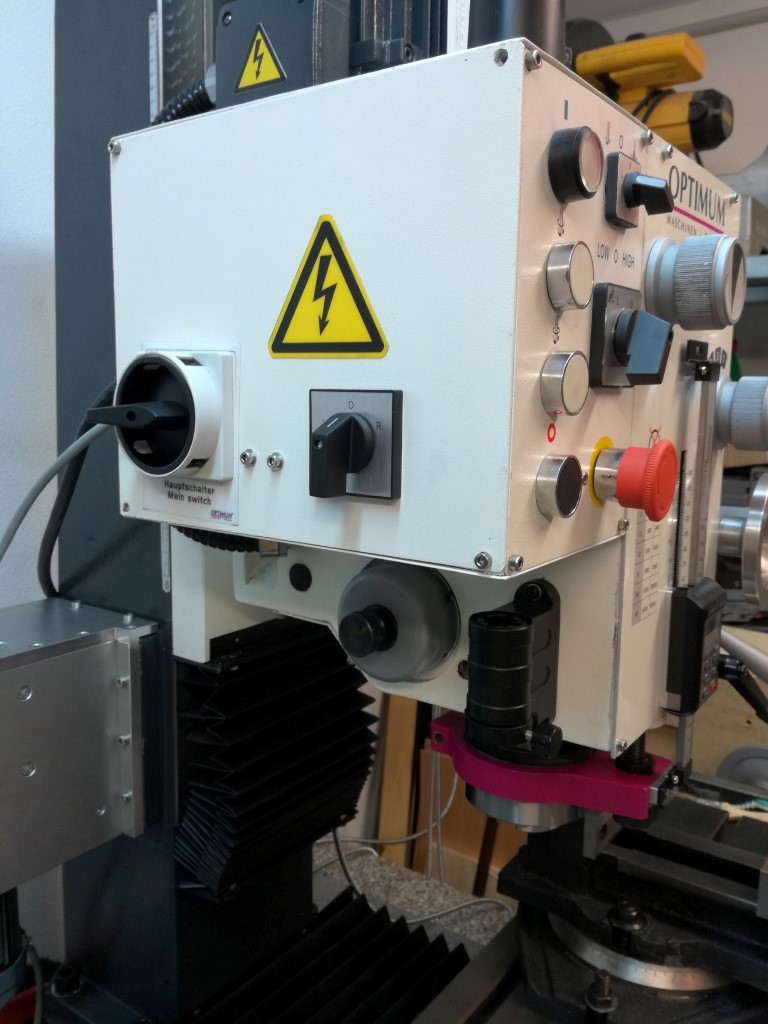
Optimum MB4 – Der Schalter ist fertig eingebaut und verkabelt. Er hängt am Hauptschalter und Not-Aus der Fräse. Falls wer
Weiterlesen
Fortsetzung vom Teil 1 (Optimum MB4 – ein Motorantrieb …)
Weiterlesen
Optimum MB4 Motorantrieb – Meine Standfräse macht mir zwar sehr viel Spaß, doch ist mir das andauernde Kurbeln der Z-Achse
Weiterlesen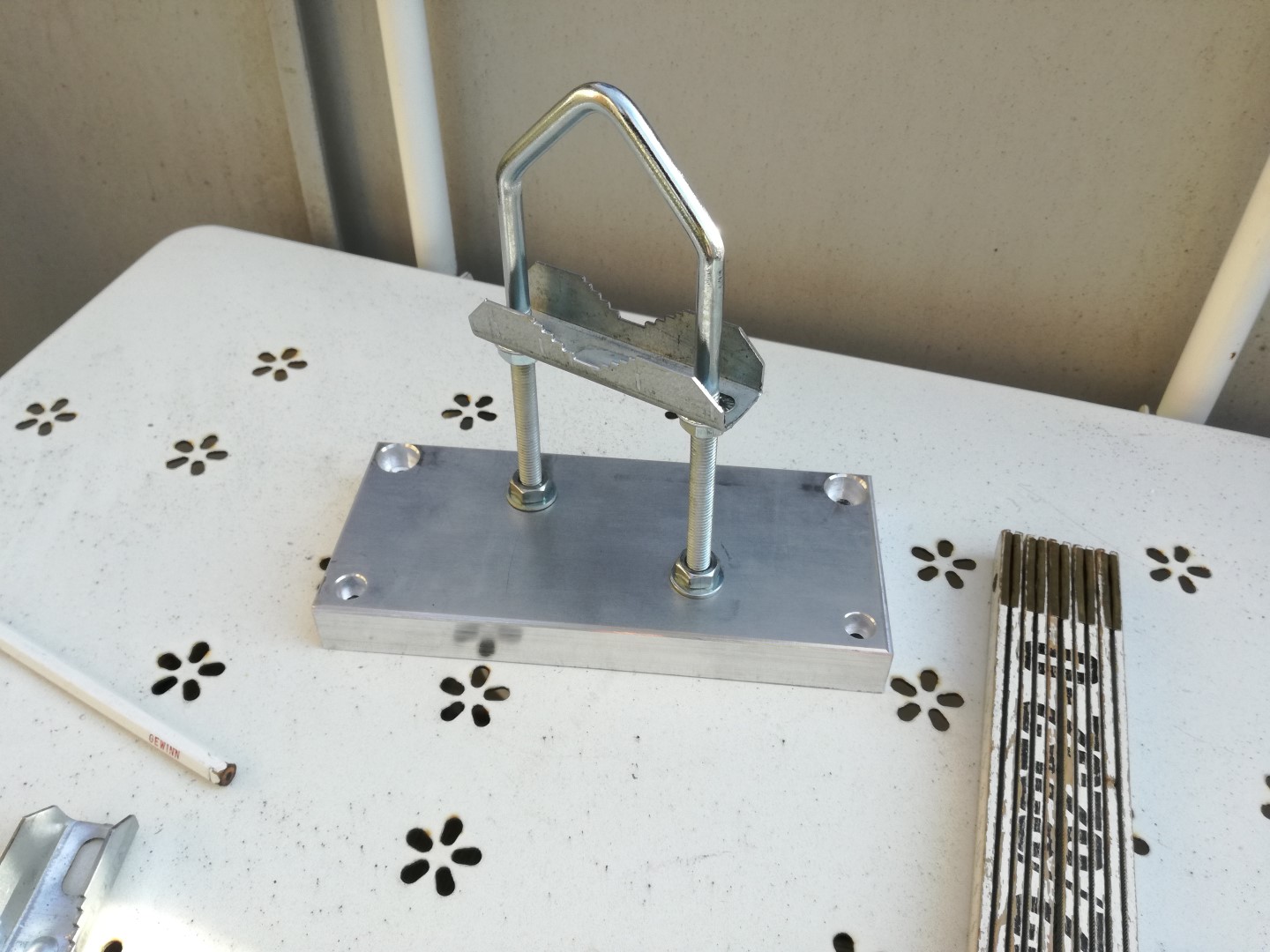
Ich errichte eine LTE-Aussenantenne. Eigentlich sind andere Baustellen offen, z.B. der Getriebemotor für die Z-Säule der MB4. Doch es juckt
Weiterlesen
Chinagadgets – hier ein neues Gadget für Euch. Einen Puppitaster oder Fühlerhebelmessgerät zum Schnäppchenpreis. Sicher nicht für absolute Messungen, aber
Weiterlesen
Chinagadgets – hier ein neues Gadget für Euch. Einen MK2 Halter ER20 für Spannzangen benötigen wir Hobbyanwender meistens an Dreh-
Weiterlesen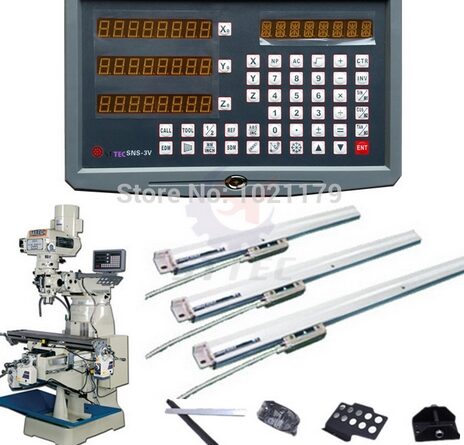
Chinagadgets – Hier ein neues (schon bekanntes) Gadget für Euch. Mein GMS-System ist schon wieder im Preis gefallen: Günstiger als
Weiterlesen