
Spannzangen-Adjuster “Zerodas” der Firma Yukiwa
Nein, ich habe nicht japanisch gelernt. Yukiwa ist eine japanische Firma, die ich zufällig gefunden habe. Ich vermute, es war in einem der vielen englischen Werkstattforen, leider weiss ich nicht mehr, wo es war, es kann auch ein Dampfforum gewesen sein. Dort berichtet ein Bastelfreund, dass er mit dem Zerodas-Tool die Rundlaufungenauigkeit unserer gängigen ER-Spannzangen wegbringt. Das Tool ist zwar für andere Spannzangensysteme gedacht, der Forenschreiber berichtete aber, daß es auch bei den in unseren Chinafrässpindeln verwendeten ER-Spannzangen funktioniert!

Details siehe
http://www.yukiwa.co.jp/e/company/greeting.php
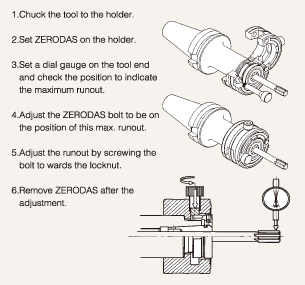
Ich habe mir überlegt, eine ähnliche Variante nachbauen. Bei unserer Chinafrässpindel sollte es an der Möglichkeit, das Teil zu montieren, nicht scheitern. Das Prinzip dieses Teils ist einfach:
- Man misst mit einer Messuhr (Stativ) die Ungenauigkeit des Fräsers am Schaft
- Nun kommt der “Zerodas”-Justierer auf die ER-Spannmutter
- An der Stelle, wo der Fräser am nächsten zum Fühler der Messuhr steht, kommt die Schraube, die die Ungenauigkeit richten soll
- Man dreht solange an der Schraube, bis der Rundlauf rausgedrückt, also besser oder gar ganz weg ist.
Jedenfalls konnte ich zunächst nicht gauben, daß das funktionieren soll. Anscheinend aber doch, denn da dürften die Spannmutter am Gewinde genauso wie die im Konus sitzende Spannzange genug Spielraum haben. Gewinde alleine können ja nie zentrierend sein. Mich hat heute die Neugier gepackt und, um es genau zu wissen, habe ich mit einer ganz einfachen Teststellung probiert, ob es wirklich funktioniert. (Bitte aber nicht nachmachen, schon gar nicht dauerhaft, es wäre schade um die Kugellager Eurer Frässpindel):
- Ich habe einen 6mm-Fräser in eine 6mm-ER-Spannzange eingespannt. Der Fräser lief laut Messuhr 2/100mm unrund
- Der Fräser muss bereits endgültig fix angezogen sein
- Nun habe ich mit 3 leichten Schlägen mit dem Kunststoffhammer auf die besagte Stelle geklopft. Ganz leicht, in Sorge um die Frässpindel und die Kugellager. Gerade so, wie es auch beim Fräsen Belastung gibt, nicht mehr.
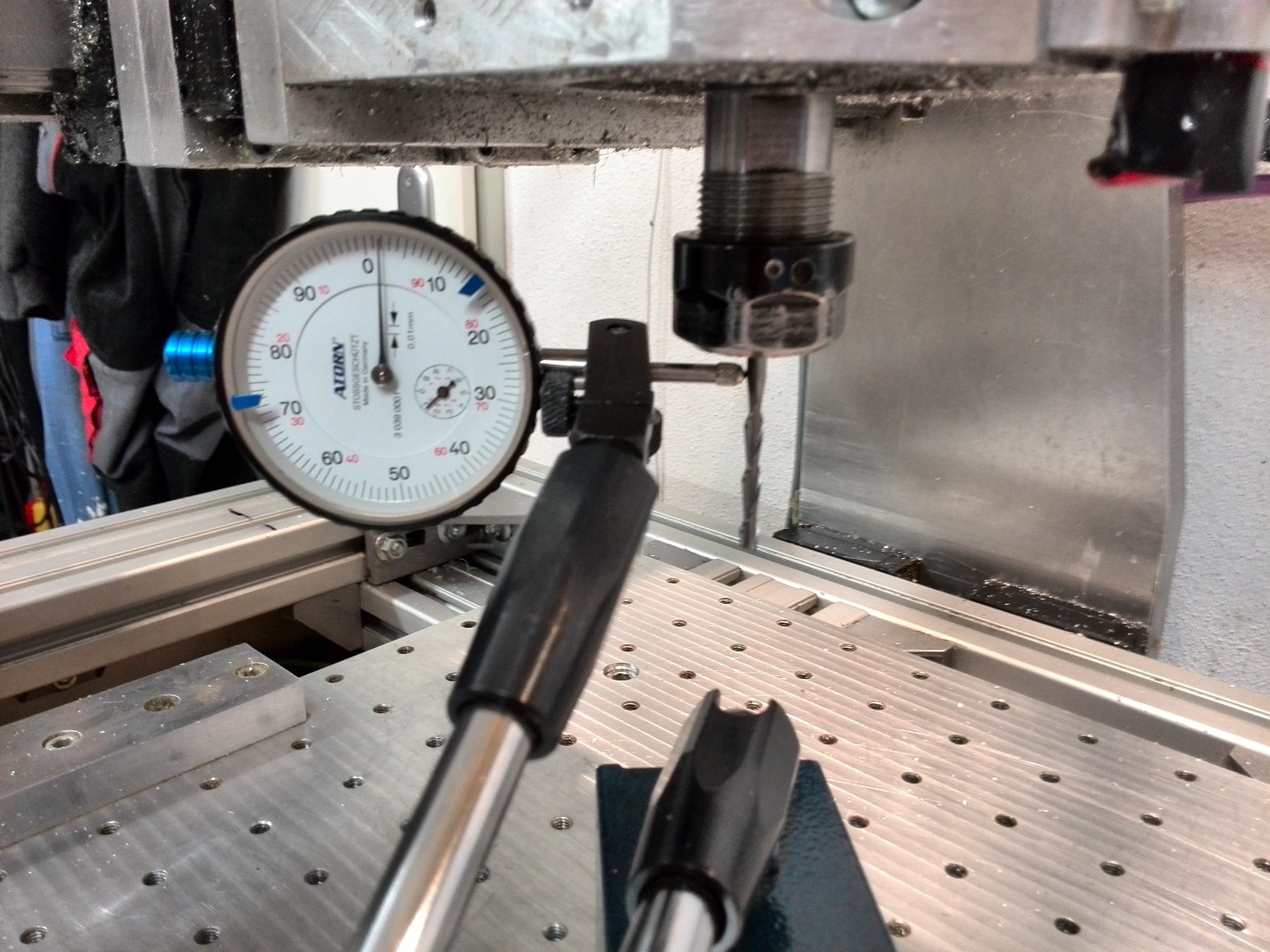

Das Ergebnis nach dem 3. Schritt:
Der Rundlauf war nur mehr 5/1000, also ein halbes Hunderstel. Es wäre noch mehr gegangen, aber das ist eine andere Geschichte und für den ersten Test wollte ich nicht zuviel Zeit investieren. Sobald ich meine einfache Ausricht-Konstruktion fertig habe, sehen wir weiter, Bericht folgt, stay tuned …