
Alu-Aufspannplatte, TEIL 1 (Löcher fräsen und ansenken)
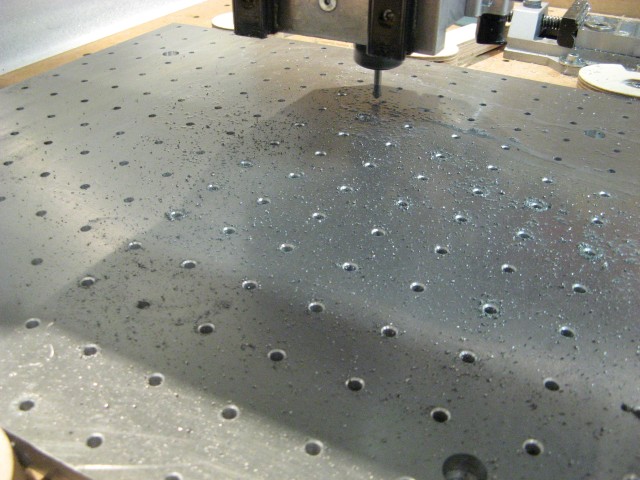
Unlängst hatte ich zwei Fräser, 4mm und einen Fräser 3mm, in den ewigen Fräserhimmel geschickt und dachte zunächst: “Mist – schon wieder Mach3”! Nein, falsch – es waren sehr alte, inzwischen ziemlich stumpfe (bei Fräsen von Holz ist mir das nie aufgefallen) Ultratool aus USA, und meine heutige Anwendung ist schon ein sehr grosser VHM-Metall-Fresser. Mangels von VHM-Bohrern hatte ich in meine künftige Alu-Aufspannplatte 224 Stück 5mm-Löcher für M6-Gewinde im Raster 30x30mm gefräst anstatt gebohrt und das ist ja eher ein ständiges Pecken, also Eintauchen und wieder Rausziehen – somit nicht besonders gut für die Schneiden. Weil ich nicht ewig Zeit habe, schaltete ich natürlich auf “volle Pulle” (2000m/min, 1mm Zustellung bei 400mm/Min, 19000 -1). Erst der nagelneue Ultratool ALU 3mm aus der Reserveschatzkammer hat das Alles ohne Murren anstandslos gemeistert.
Diese neue Aufspannplatte brauche ich, weil meine bisherige Aufspannplatte eine Kombination aus Spanplatte (19mm) und daraufliegender Opferplatte aus MDF ist. Man kann sich leicht vorstellen, dass diese Konstruktion zwar wunderbar für Holz und Kunststoff reicht, jedoch bei Aluminiumprodukten zu wenig steif ist. Waagrecht gibt es damit keine Probleme, doch vertikal schwingt diese Konstruktion leicht und beim Planfräsen von Aluminium sieht man deswegen leichte Riefen im Metall. Ich möchte diese Aufspannplatte direkt auf die Basis meiner Henriette (also auf 2 Querstreben des Profils) schrauben. Da die Platte kleiner ist als der Verfahrweg der Henriette, werde ich darüberhinaus den offenen Bereich der Fräse irgendwie abdecken müssen, um die X-Spindel samt Kugelmutter vor Schmutz zu schützen. Oder auch nicht. Falls ich mir nämlich irgendwann einmal eine MMS (Minimalmengenschmierung) kaufe oder baue, dann gibt es weit und breit kein störendes Holz mehr!
Fertig ist´s noch nicht, doch erste Fotos sind schon vorhanden:



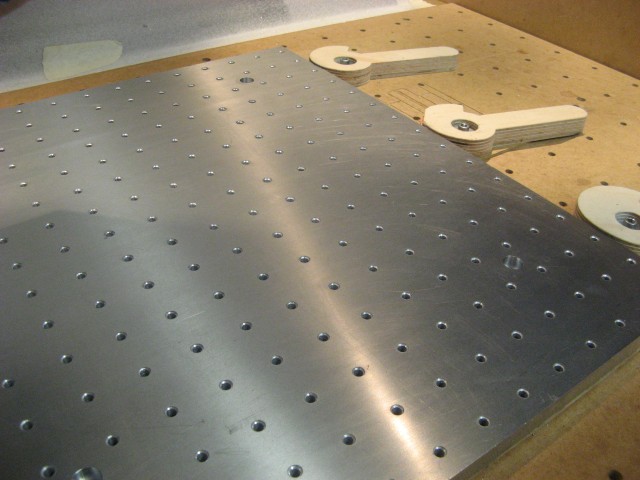
Achja, der spannende Teil für mich war dann, die 224 Löcher anzusenken. Versuche mit Oberfräsern brachten kein gutes Ergebnis (die Klinge setzt sich sofort zu), daher musste wieder einmal HOFER-Austria-Quality herhalten. Den mehrteiligen “Workzone” Kegelsenkersatz hatte ich einst aus der Reste-Ecke für € 6,90 erworben. Die ersten Versuche zeigten, dass die Geschwindigkeit vom Eintauchen ins Material, die Drehzahl und “kaum Gefühl anwenden” das Erfolgsrezept waren. Also – eher russisch denn französisch.

In den nächsten Schritten werde ich dann noch die Aussenkanten gerade fräsen und die Oberfläche nach dem Verschrauben (direkt aufs Alu der Portalbasis) planfräsen. Achja, dann gehören schnell mal noch 224 M6-Gewinde geschnitten. Dann sollte mein Wunsch bei kleinen Aluteilen sehr präsise arbeiten zu können, erfüllt sein. Weil mich jemand via PN gefragt hat: Ja, man sieht das am Video richtig, zwischen den einzelnen Senkungen fährt meine Fräse mit 7500mm/Minute (“ich hab ja keine Zeit zu verschenken”, frei nach unserem Cockpithelden Niki L.). Das Höllentempo stelle ich nun wieder auf “Vernunft” zurück, da sonst meine Kugelspindeln längerfristig darunter leiden würden. Aber bei so einem extremen Werkstück mit hundertmaligem Eintauchen war es mir schon wichtig, nicht 5-10 Stunden vor der Fräse zu sitzen. Ich hatte bei fast jedem 2. Loch eine Aufbauschneide in Form der runden Plättchen, die sich beim Durchstanzen in die Opferplatte ergeben. Somit war das dauernde Pause<->Reinigen<->Start die meiste Arbeit. Ich habe heute Abend meinem 6-jährigen Sohn ein Stück Werkzeugstahl eingespannt und Feilenunterricht gegeben (der ist so gut drauf wie ein HTL-Schüler), derweilen habe ich “auf die Schnelle” mit dem Akkuschrauber und meinem neuesten Zukauf (Völkel M6 Gewindebohrer, C35° RSP für Alu kurz und langspanend) 32 Gewinde geschnitten. Dieser Gewindebohrer hat mich schon einmal sehr erfreut, nämlich, als ich die Fräse gebaut hatte. Leichtgängig, bricht nicht einfach ab, schneidet das Gewinde in einem Durchgang, so war auch heute alles problemlos mit diesem Werkzeug. Jetzt fehlen nur mehr 192 Löcher (wenn ich täglich 2 Reihen mache, bin ich in einer Woche fertig). Morgen werde ich, falls meine Familie es erlaubt, die Außenkanten endfertigen und die AufspannPlatte planfräsen. Da ich maximal 13mm spannen kann (ER20) und keinen Messerkopf besitze, wird mein nagelneuer 12mm Fräser (Schaftfräser, Flachanschliff, 2-Schneider, Alu) zum Einsatz kommen. Ich bin schon gespannt, wie das Ergebnis aussehen wird.
Ein Video gibts auch:
httpv://www.youtube.com/watch?v=U_fCDu7UGMU